【超声相控阵厂家关注】超声波探伤是利用超声波在物体中传帮带一些物理特性来发现物体内部的不连续性,即缺陷或伤的一种方法,是无损检验一种重要手段。超声波在钢材中的穿透能力很强,对于平面状缺陷,尽管有得缺陷很深,只要超声波直射到缺陷面,都能得到很高的缺陷波。目前我国广为采用的超声波探伤方法按超声波的类型可分为纵波、横波和表面波探伤。
超声波探伤的优点是检测厚度大、灵敏度高、速度快、成本低、对人体无害,能对缺陷进行定位和定量。然而,超声波探伤对缺陷的显示不直观,探伤技术难度大,容易受到主、客观因素的影响,以及探伤结果不便保存等,使超声波探伤也有其局限性。由于超声探伤是靠超声波在缺陷处反射波在荧光屏上形成的信号来判定缺陷的性质和当量的,比较抽象,并且受到很多的干扰信号影响,给超声探伤造成了一定的难度。
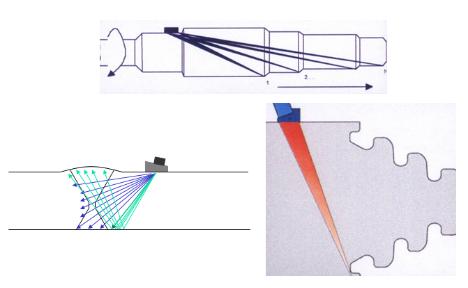
斜探头K值得测量及影响
分析距离、孔径、K值和温度等影响斜探头K值测量精度的因素。实验表明,小孔径测量K值精度比大孔径高;大K值探头易造成测量误差,最佳测量距离为1~3倍近场区,环境温度的影响不容忽视。
在用斜探头对焊缝进行超声波探伤时,斜探头的K值精度直接影响到缺陷的定位精度。由于斜探头的实际K值与出厂时标称K值往往有些偏差;并且在使用一段时间后,由于探头表有机玻璃的磨损,也会造成探头K值的变化,当探头出现前磨时,折射角变小,K值变小;当探头出现后磨时,折射角变大,K值变大;温度对探头K值的影响也很大,一般探头的K值是在室温下测定的,在温差大的天气下探伤时,应注意及时测定探头的K值,以免误测,高温探伤时,必须使用高温探头。所以在实际使用中,每次探伤前都要对探头的K值进行一次校核。

缺陷的估判
缺陷检出后,应在不同的方向上对其进行探测。
缺陷类型及其识别
1.点状缺陷点状缺陷是指气孔或小夹渣等小缺陷,大多呈,球形,也有不规则形状,属于小的体积性缺陷。从不同方向探测,缺陷回波无明显变化。点状缺陷包括气孔和点状夹渣。气孔和点状夹渣的缺陷回波高度低,波形比较稳定,从各方向探测,反射波高大致相同,但是稍微一移动探头缺陷波就消失。
2.线状缺陷这种缺陷可测指示长度,但不易测其断面尺寸(高度和宽度),如线状夹渣、未焊透或未熔合等,在长度方向也可能是间断的,如链状夹渣或断续未焊透或断续未熔合等。探头对准这类缺陷前后左右扫查时,只要信号不明显断开较大距离,缺陷基本连续,如在长度方向缺陷波明显降落,则可能是断续的,应在明显断开的位置附近进一步作移动和环绕扫查,如观察到垂直方向附近波高迅速降落,且无明显的二次回波,则证明缺陷是断续的。
3.平面状缺陷这种缺陷有长度和明显的自身高度,表面既有光滑的,也有粗糙的,如裂纹、面状未熔合或面状未焊透等。对表面光滑的缺陷作转动和环绕扫查时,在与缺陷平面相垂直方向的两侧,回波高度迅速降落。在与缺陷平面相垂直方向两侧回波高度呈不规则变化。从不同方向探测,缺陷回波显著不同,在垂直于缺陷方向探测,缺陷回波高,在平行于缺陷方向探测,则缺陷回波高,在平行于缺陷方向探测,则缺陷回波低。这类缺陷回波高度较大、波幅宽、会出现多峰。探头移动时,反射波连续出现,波幅有变动,探头转动时波峰有上下错动的现象。
4.多重缺陷这是一群缺陷的集合,每个小缺陷彼此之间相隔距离很近,用超声波探伤无法单独对每个小缺陷单独定位和定量,如密集气孔或再热裂纹等。探头对准这类缺陷作左右、前后扫查时,由各反射信号此起彼伏,密集缺陷所产生的回波信号显示动态波形。从扫描线上显示的回波位置可大致判断缺陷密集范围。根据回波的不规则性,结合转动和环绕扫查,可大致判断密集缺陷是一群球形状缺陷还是具有多个反射面的平面型点状反射体,如从不同方向、用不同角度测出的回波高度有明显变化,从而可将密集气孔与具有多个反射面的裂纹区分开来。
(二)、几种常见缺陷
1.咬边这种缺陷反射波一般出现在一次与二次波的前边。当探头在焊缝两侧探伤时,一般都能发现,在探头移动到出现最高反射信号处固定时,用手指沾取偶合剂轻轻的敲打焊缝边缘,若发现信号有明显的跳动,则此缺陷波为咬边反射信号。
2.裂纹一般裂纹的回波高度较大,波幅宽,会出现多峰。探头平移时,反射波连续出现,波幅有变动;探头转动时,波峰有上下错动现象。另外,裂纹也易出现在焊缝热影响区,而且裂纹多垂直于焊缝,探伤时,应在平行于焊缝的方向扫查。如果有裂纹,超声波能直射至裂纹,便于发现。
3.未焊透这种缺陷是由于焊缝金属没有添到接头根部而形成。分布在焊缝根部,两端较纯,有一定的长度,属于平面状缺陷。当探头平移时,未焊透反射波波形稳定;从焊缝两侧探伤,均能得到大致相同的反射波型。
4.未熔合焊接时,焊道与母材之间或焊道与焊道之间未完全熔化结合的部分叫做未熔合。当超声波垂直入射到缺陷表面时,回波较大,若探伤方法和折射角选择不当,就有可能漏检。未熔合反射波的特征是:探头平移时,波形较稳定:两侧探测时,反射波幅不同,有时只能在一侧探到。
三、伪缺陷波的判别
我们在焊缝超声波探伤中,经常会遇到荧光屏上除了出现缺陷波以外,还会出现很多的伪缺陷波,它并非由于缺陷造成的,因此很容易误判。常见的伪缺陷有以下几种:
仪器杂波
在不接探头的情况下,由于仪器的性能不良,探头灵敏度调节过高时,荧光屏上会出现单峰或者多峰的波形。接上探头工作时,此波形在荧光屏上的位置不变,降低灵敏度时波形就会消失,这种杂波比较好区分,不会对探伤带来太大的影响。
2、探头杂波
当探头吸收块吸收不良时,会在始波后出现一些杂波。当斜探头有机玻璃斜契设计不合理时,声波在有机玻璃内的反射回到晶片,也会引起一些杂波。这种波形在荧光屏上显示出脉冲幅度很高、很宽的信号,无论探头是否接触工作,它都存在,且位置不会随着探头的移动而移动,此种假信号很容易识别。
3、表面粗糙引起的干扰信号
由于表面粗糙度对耦合有很明显的不良影响,即探伤时声速中心轴方向的声压降低,而横向散射分量增大。如果垂直于底面的横向分量足够大的话,则有可能接收到来自于底面的反射波,这些信号位于探测深度内,干扰了探测的正常进行。同时,由于主声束轴线上声压的减小,实际上也降低了探测灵敏度。因此必须对表面进行处理,改善表面状况,以减少干扰信号的产生,提高探伤质量。
4、焊缝上下错位引起的反射波
板材在加工破口时,上下刨得不对称或焊接时焊偏会造成上下层焊缝错位。由于焊缝上下焊偏,造成在一侧探伤时,焊角反射波很像焊缝内缺陷,当移到另一侧时,一次波前没有反射波。
5、焊缝表面沟槽引起的反射波
射波在钢管现场对接焊缝中出现较多,由于钢管长度偏差,加上多层结构的累积误差,使部分钢管柱对接时焊缝宽度过大,多道施焊使焊缝表面形成一道道焊痕。当超声波扫查到焊缝时,会引起焊痕反射,该反射波信号不强烈、迟钝,一般出现在一、二次底波稍偏后位置。识别方法是将探头固定不动,用手沾耦合剂轻轻拍打焊痕处,该波则轻轻跳动。
6、耦合剂反射波
理论上要求耦合层厚度为半径长的整数倍,若耦合剂过于粘稠、流动性不好、耦合层厚度太厚,容易堆积在探头前部,从压电晶片反射的纵波有一部分转换成表面波,造成反射信号,用手轻轻抹掉探头前部的耦合剂,该波即会消失
无损检测是一门跨学科的技术,其特点就是在不破坏构件材质和性能的条件下检测构件的特征质量。超声波探伤是无损探伤的主要方法之一,在实际无损探伤中得到广泛的应用。各种无损检测方法和破坏性方法相结合。对于钢管热影响区反射信号超标,如不能准确判断缺陷性质,可采用射线拍片进行确认,为弄清缺陷性质,位于管端的可取样分析。
广州多浦乐电子科技有限公司是一家专注于超声设备及超声换能器(探头)研发、产品包括相控阵超声探头,相控阵超声板卡,相控阵扫查器,超声自动化设备等,制造的高新技术企业,致力于打造世界一流的超声品牌!