股票代码
301528

相控阵超声检测技术凭借其高精度、灵活声束控制及三维成像能力,在电力领域广泛应用于关键设备的无损检测与健康监测。该技术通过电子调控多阵元声束聚焦,可精准识别电力设备内部的缺陷(如气隙、裂纹或密封失效),结合C扫描成像技术,可直观呈现缺陷的三维形态及位置,显著提升运维效率。随着智能化发展,该技术正从单一缺陷检测向设备全生命周期健康管理延伸,为电网安全运行提供重要技术支撑。
相控阵检测技术介绍
1、检测原理
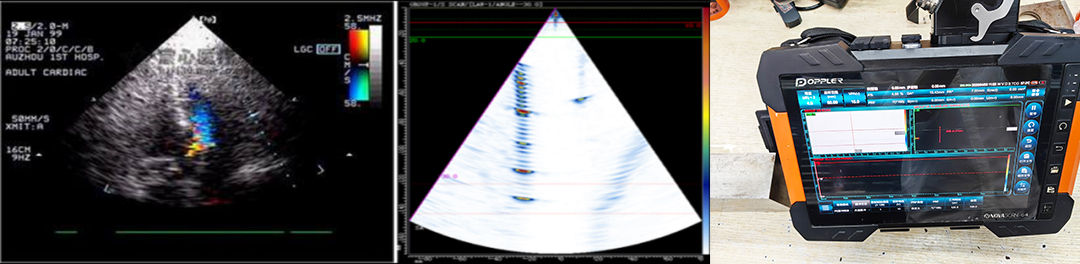
原理与常规超声相同均为利用超声波在金属介质中传导与反射,但是相控阵探头是由多个压电晶片按一定的规律分布排列,然后逐次按预先规定的延迟时间激发各个晶片,所有晶片发射的超声波形成一个整体波阵面,确切的说相控阵技术属于超声检测的一种,也可称之为“可记录超声”,不同于常规超声的地方在于他的数据可记录性和数据直观性。与医学的B超技术等同。
2、相控阵检测特点
1)数据可记录:相控阵检测技术的出现弥补了超声检测不可记录的缺点。(下左图为保存数据样本,相控阵检测数据一旦在现场产生就不可再更改,保证真实性,可像底片一样保存留根);
2)检测缺陷数据直观:相控阵检测技术的检测数据可模拟焊缝形式,很容易判断是否存在缺陷。
3)对面状缺陷更灵敏:陕西某电厂异种钢焊缝检测,图为异种钢现场焊接常见的未熔缺陷,检出过程:在现场检测时发现该焊口出现严重超标缺陷,业主为验证检测结果,将焊口割下进行射线检测,该缺陷在经过四次射线复验的情况下均未发现。

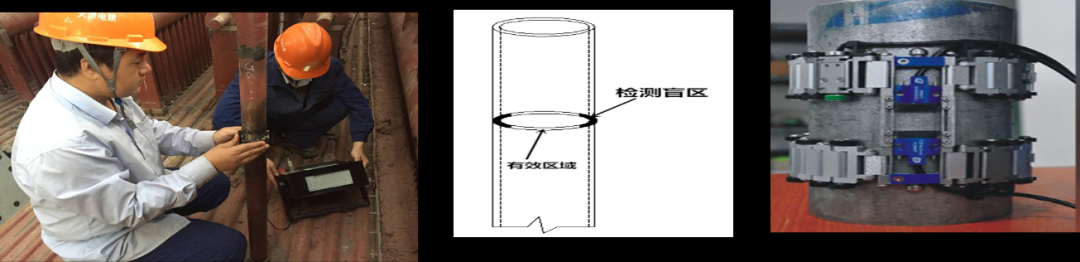
4)可有效避免检测盲区:射线检测小径管管排焊缝时存在检测盲区,超声相控阵检测技术依托便携的检测装置可实现对焊缝的100%检测;
相控阵检测还具备检测速度快;适于结构异形件;设备轻便等优势。
成果介绍
1、成果简介
该成果获得“2019年度中电建协科学进步奖二等奖。
2、科技成果研发背景
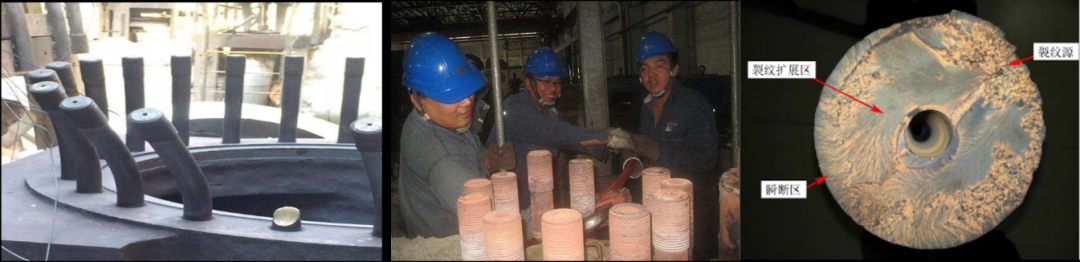
高温紧固螺栓广泛应用于火电、核电等领域重要机械部件的连接。例如火电及核电厂的高温紧固螺栓在加工、安装、在役使用等过程中承受复杂的应力作用,容易引起螺栓断裂或失效,因此重要部件的高温紧固螺栓都是重点监视的对象,但在不拆卸螺栓的前提下,完成螺栓的有效检验始终是个难题。
3、成果介绍
采用超声相控阵和导波相控阵技术彻底解决不拆卸螺栓完成检测的难题,并实现螺栓检验零盲区的效果。
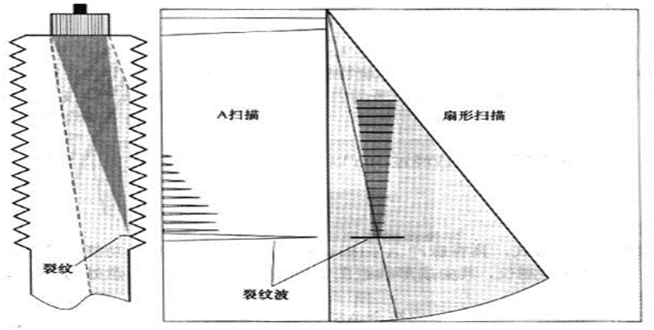
实现方法:在螺栓的一个端面,采用超声相控阵技术检测螺栓本侧,导波相控阵技术检测螺栓对侧。
通过试验制定和优化了超声相控阵技术及导波相控阵技术的检测工艺,可有效检测出0.5mm当量裂纹。
4、实现方法
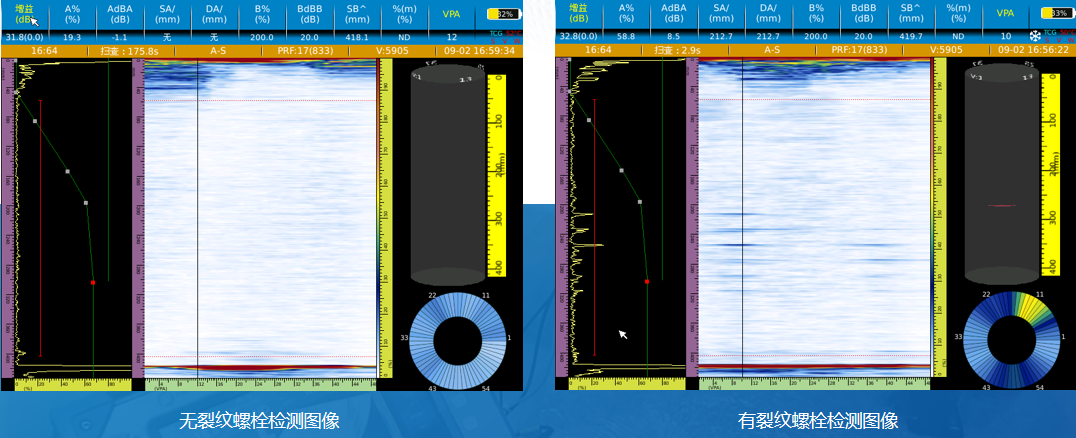
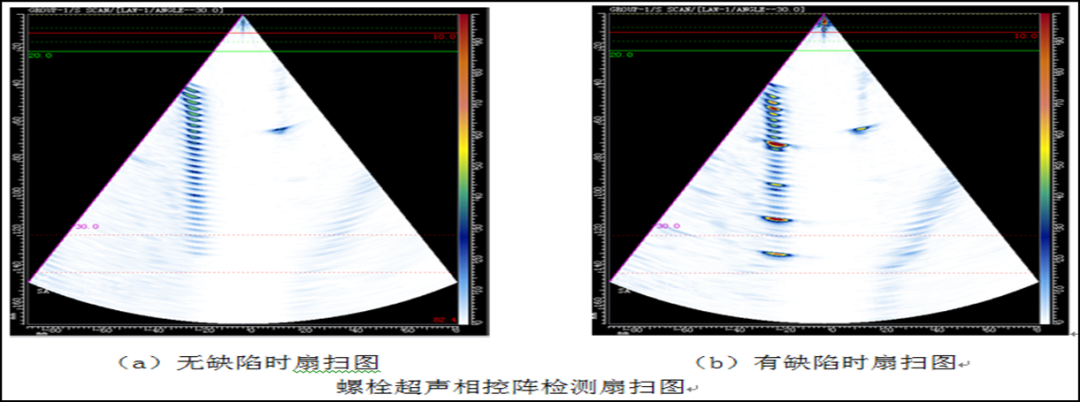
扇扫角度:选择-30°~+30°扇扫角度。当无缺陷时,螺纹信号稳定清晰、间隔均匀且无杂波,沿着深度方向能量逐渐降低。当螺栓中存在裂纹时,均匀的螺纹信号将被破坏,间隔中出现异常裂纹信号与其相邻螺纹信号存在色差,幅度与裂纹深度正向相关。
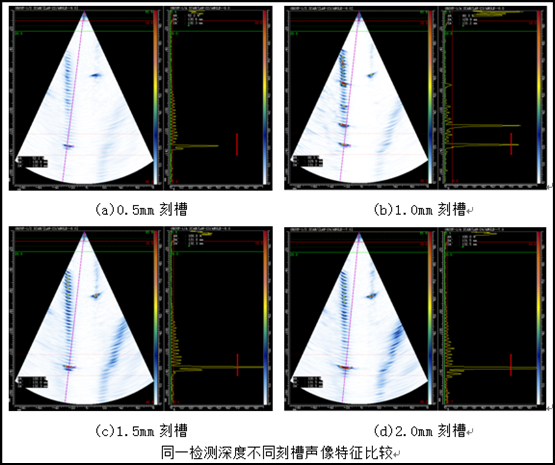
反射体大小:相控阵超声检测螺栓可有效发现0.5mm槽深当量的裂纹,灵敏度和信噪比都比较高。同一检测深度,在相同检测灵敏度下,人工刻槽越大,回波幅度越大,信噪比也越大。
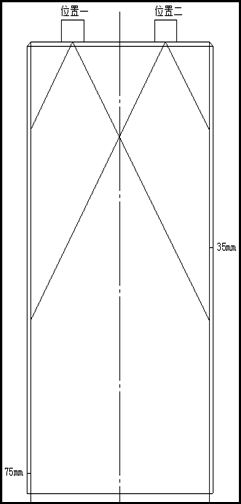
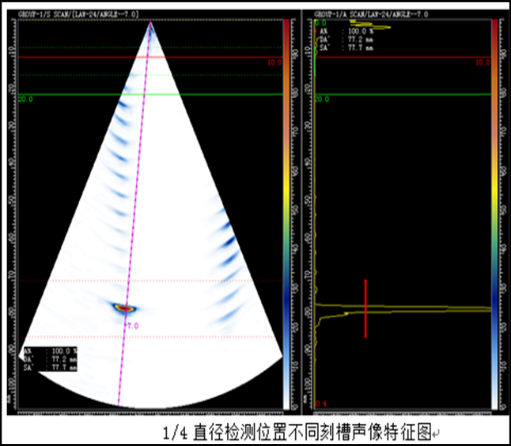
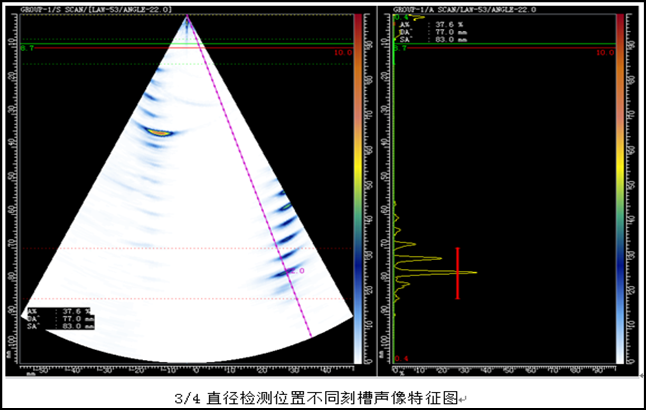
检测位置:同一缺陷可以在不同位置检测到,但得到的波高(或声像颜色)是不同的,需要从缺陷特征来选择合适的检测位置。为确保缺陷定量合理可靠,用来评定的缺陷声像必须使用最高的声像,需参考缺陷A扫波幅。

导波相控阵检测范围:导波相控阵声束能量均匀分布,声波衰减小,有利于检测远距离处缺陷。但靠近探头侧的螺纹部分,受到螺纹信号的影响,会使缺陷信号湮没在杂波信号中,这对于检测近距离缺陷是不利的。
5、推广应用场景
近年来,螺栓失效案例越来越常见,如何在不拆卸螺栓的前提下,检测螺栓的疲劳裂纹始终是个难题。采用超声相控阵检测工艺和导波相控阵技术工艺相结合的方式彻底解决了该检测的难题,并可有效检测出0.5mm当量裂纹,越来越被市场认可和推广,具有很大的市场前景。
螺栓连接是风力发电机组装配中的重要装配方式,几乎涉及到风力发电机组的所有部件。因此,螺栓的选用和质量检验、在役评价是风力发电机组可靠性的重要保证。本成果已经很好应用到风电行业的螺栓检测中。