本文通过对搅拌摩擦焊原理介绍,带入相关搅拌摩擦焊中常见的缺陷并通过简单易懂的案例为我们展现相控阵超声检测在搅拌摩擦焊焊缝应用,本文将抛砖引玉给我们带来搅拌摩擦焊焊缝采用相控超声检测新启发。
一、什么是搅拌摩擦焊
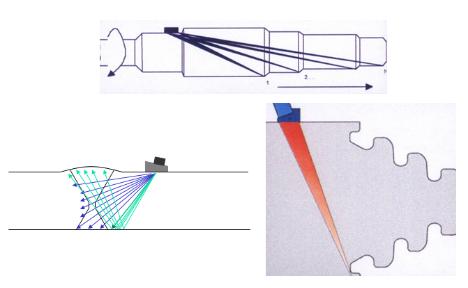
搅拌摩擦焊(FrictionStirWelding,简称FSW)是一种新型的固相焊接方法,它是利用一种特殊形式的搅拌头插入工件的待焊部位,高速旋转搅拌头使其与工件间进行摩擦搅拌,摩擦热使该部位金属处于热塑性状态并在搅拌头的压力作用下从其前端向后部塑性流动,从而使待焊件压焊为一个整体。

图1搅拌摩擦焊接过程示意图
二、搅拌摩擦焊技术特点
【优点】由于搅拌摩擦焊过程中热输入相对于熔焊过程较小,接头部位不存在金属的熔化,是一种固态焊接过程,在合金中保持母材的冶金性能,可以焊接金属基复合材料、快速凝固材料等采用熔焊会有不良反应的材料。
其主要优点如下:
(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易变形;
(2)能一次完成较长焊缝、大截面、不同位置的焊接.接头高;
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,功效高,对作业环境要求低;
(4)无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料,适合异种材料焊接;
(6)焊接过程安全、无污染、无烟尘、无辐射等。
【缺点】焊接工件必须刚性固定,反面应有底板;焊接结束搅拌探头提出工件时,焊缝端头形成一个匙孔,并且难以对焊缝进行修补:工具设计、过程参数和机械性能数据只在有限的合金范围内可得:在某种情况下,如特殊领域中要考虑腐蚀性能、残余应力和变形时,性能需进一步提高才可实际应用;对板材进行单道连接时,焊速不是很高:搅拌头的磨损消耗太快等。
三、搅拌摩擦焊技术典型应用
(1)铁路:轨道交通大型板类零件(动车箱体、底板、货车侧面板);
(2)航空航天:飞机机身、火箭燃料箱、飞行器壳体、雷达面板;
(3)船舶:面板、集装箱大型板类零件;
(4)汽车:轮毂、卡车车身、篷车和立体框架;
(5)电力:散热器片、管道和热交换器等。
广州多浦乐电子科技有限公司是一家专注于超声设备及超声换能器(探头)研发、产品包括相控阵超声探头,相控阵超声板卡,相控阵扫查器,超声自动化设备等,制造的高新技术企业,致力于打造世界一流的超声品牌